1.管材準(zhǔn)備
•管材末端切口要求平整,角度公差允許在 0.5 度以內(nèi)。
•去除內(nèi)外緣的毛邊,。清潔管材并移除切屑。
• 不能使用切管刀或切割磨光機,。
•管材筆直長度必須至少達(dá)到螺母高度兩倍。
2. 使用預(yù)裝工具進(jìn)行裝配
2.1 準(zhǔn)備工作
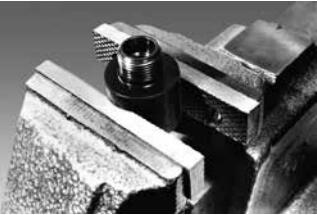
•將對應(yīng)管徑的預(yù)裝螺柱用虎鉗固定好,。
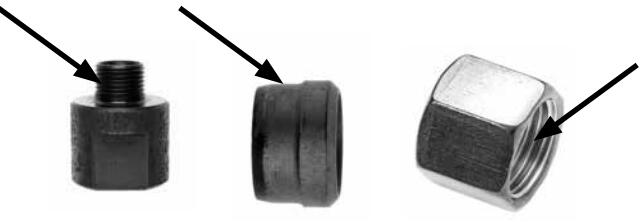
•用 ASW 潤滑脂涂抹以下部件:
- 預(yù)裝螺柱的錐角和螺紋
- 卡套
- 螺母的螺紋
2.2.預(yù)裝
•將連接螺母和卡套滑入到管末端,,并使卡套的切刃一端靠近管末端。請務(wù)必確認(rèn)卡套的位置正確避免錯裝,。
•在預(yù)裝螺柱上用手盡可能轉(zhuǎn)動連接螺母,,使得卡套在管材和螺母之間固定。
•推動管材直達(dá)螺母中的鎖緊件,。如果管材未與鎖緊件對接,,則管材切割無效。
如果管材質(zhì)地理想,,便可不費力地將其推到鎖緊件處,。反之,請檢查管材末端是否變形或表面不平,。
(請參考適配器附錄中的推薦管材),。
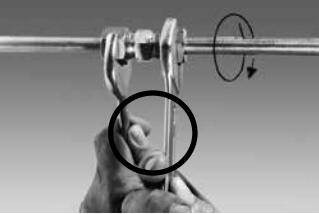
• 使用相應(yīng)的扳手?jǐn)Q緊螺母,大轉(zhuǎn)動 1圈,。

轉(zhuǎn)動約一圈
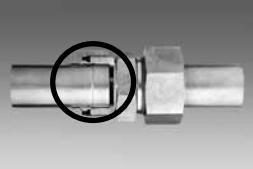
2.3.檢查
•要檢查卡套的切入效果,,請松開螺母。應(yīng)該可以看到管材上凸起的套環(huán)(參考圖片),。如果沒有,,需要再次擰緊(重裝),。
2.4.總裝
•從預(yù)裝螺柱上取下預(yù)裝管材,插入潤滑好的金屬軟管接頭,。在安裝前應(yīng)潤滑連接頭的螺紋和錐體,。
• 最后擰緊螺母大約 ½ 圈,裝配完成,。

轉(zhuǎn)動約1/2圈
3.無預(yù)裝螺柱的裝配
• 按如上所述方法準(zhǔn)備管材(參考 1)和涂潤滑脂(參考 2.1),。
• 擰緊螺母大約 1 ¼ 到 1 ½ 圈,一步完成裝配,。
• 按上方 2.3 所述檢查切入效果,。
注:根據(jù) DIN 3859-2,,推薦使用硬化鋼質(zhì)預(yù)裝工具來預(yù)裝不銹鋼接頭,。
注意!擰緊圈數(shù)的偏差會降低接頭的公稱壓力和使用壽命,,從而導(dǎo)致泄漏或其他故障,。
 轉(zhuǎn)動約 1 1/4 到 1 1/2 圈
轉(zhuǎn)動約 1 1/4 到 1 1/2 圈
4.帶強化套筒的裝配
在使用薄壁管材或軟性管材時,為確保接頭正確起效,,推薦使用 EXMAR 強化套筒,。
強化套筒的裝配
無需任何特殊工具即可裝配加強環(huán)。
1.襯套的外前端有凸邊,。用手將強化套筒插入管材內(nèi)直達(dá)凸邊部分,。
2.應(yīng)使用橡膠錘或木槌將強化套筒輕輕敲入管口;這樣即可抵緊凸環(huán),,同時不會使管材傾斜,。
3.接頭的裝配請參考 2 或 3 所述。
訂貨信息:訂購強化套筒時請?zhí)峁┕懿耐鈴匠叽绾凸鼙诤穸鹊刃畔ⅰ?/span>
需要使用強化套筒的管材規(guī)格在“推薦的管材”中有說明,。
關(guān)于預(yù)裝工具的注意事項
即使進(jìn)行過材料強化的預(yù)裝工具也會產(chǎn)生磨損,。
必須定期(每預(yù)裝五十次之后)檢查錐角的精確度和公差。如果嚴(yán)重磨損和不符合標(biāo)準(zhǔn),,應(yīng)更換預(yù)裝工具,。





 聯(lián)系電話:021-63503216
聯(lián)系電話:021-63503216 傳真:021-63504878
傳真:021-63504878 地址:上海市嘉定區(qū)匯源路200號嘉定工業(yè)園區(qū)
地址:上海市嘉定區(qū)匯源路200號嘉定工業(yè)園區(qū) 首頁
首頁 關(guān)于我們
關(guān)于我們 金屬軟管接頭
金屬軟管接頭 客戶案例
客戶案例 新聞資訊
新聞資訊 企業(yè)實力
企業(yè)實力 聯(lián)系我們
聯(lián)系我們